 2003年頃にアルミの削り出しで 作ったシフトノブです。 |
 重量感があり、 今まで使ってました。 |
アルミの削り出しだけあって感触も重量感も 不満はないのですが、夏場の暑さで 触れないくらいの高温にシフトノブが過熱します。 今更ではあるものの、本物に比べると 最近大活躍のフィラメントタイプの3Dプリンターで (←左側のシフトノブの押しボタン部分の突起物は、 |
| ■新・シフトノブ(Ver2) 製作への道のり1 |
ナイト2000レプリカを中途半端な状態で乗り続けて20年くらい経ちますか・・・ 未だに完成しなかったりします。
数年〜数十年経つと何かと作れなかったモノが意外と簡単に作れるような時代になるので完成しないんですよね。
2003年頃にアルミの削り出しで 作ったシフトノブです。 |
重量感があり、 今まで使ってました。 |
アルミの削り出しだけあって感触も重量感も 不満はないのですが、夏場の暑さで 触れないくらいの高温にシフトノブが過熱します。 今更ではあるものの、本物に比べると 最近大活躍のフィラメントタイプの3Dプリンターで (←左側のシフトノブの押しボタン部分の突起物は、 |
-----------------------------------------------------------------------------------------
■ナイト2000の劇中で使われていた本物のシフトノブは・・・■
シーズンによってシフトノブの形状が微妙に違います。
プラモデルや実車用のレプリカパーツとして市販されているシフトノブはシーズン1、2のタイプが殆どです。
私も、アルミの削り出しのシフトノブの時に、参考にして設計したデータはシーズン1、2用でした。
 シーズン1、2で使用されていたシフトノブ (これは劇中からキャプチャーした本物です) |
 シーズン3、4で使用されていたシフトノブ (これは劇中からキャプチャーした本物です) |
今回も、シーズン1、2と同じシフトノブをベースに自作する予定ですが、
MGSのナイト2000レプリカはシーズン3を基準にして製作しているので、
3Dプリントしたシフトノブの完成度によってはシーズン3、4用も作ってみたいと思ってます。
-----------------------------------------------------------------------------------------
▼シフトノブの3DCAD設計▼
未だに、1982年製のトランザムのシフトノブ、又はレプリカのシフトノブは手元にはないのですが、
アルミの削り出しバージョンのシフトノブを作る時に、誰かにシフトノブ(本物)の寸法だけ教えてもらった記憶があります。
当時のメールなどは見つかりませんでしたが簡単な設計図が見つかったので、その寸法を基準に作りたいと思います。
ちなみに、CADを覚えてから3年目になります。
少しづつではありますが自分が思っている形状が作れるようになり助かっています。
参考になる写真が今ならネットでゴロゴロと見つかるので助かりますねぇ〜
3Dプリンターで出力できる制限と強度的な問題で、本物と違ってパーツを3〜4分割して作っています。
 押しボタン部分 |
 ボディー下部分と合体 |
 ボディー上部分は分離 |
まだまだ、試作段階なので当時の寸法を元に各パーツの形状と雰囲気的に似ているかなど、
検討段階で、実車に取付出来るレベルの構造にはなっていません。
↓
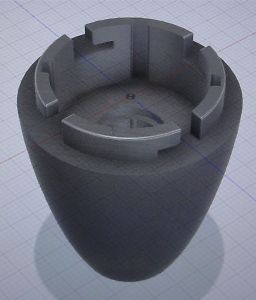
▼3Dプリント▼
パソコン画面上では何とも現実感がないので、実際にプリントアウトして改善点を探したいと思います。
 |
 |
 |
思っていたより、小太りなシフトノブが完成しました。もう少しスリムな形状に変更します。
↓
 細かい部分を調整中 |
 分解出来る構造に変更中 |
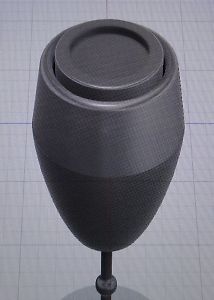 合体させるとこんな感じ |
↓
▼ABS素材で3Dプリント▼
試作はPLA素材で作っていましたが、本番用はABS樹脂のフィラメントを利用して作りたいと思います。
今回初めて使用する(ABS)素材なので温度設定などノウハウがありませんが、チャレンジしてみます。
 最終的に5個のパーツに分離して完成させました。 |
真冬にする作業ではないようで、 室内温度が凄く低いので、 ABSの反りがあったり・・・ テーブルの温度設定や、室内温度を それなりに適切な環境にして成功しました。 PLA素材に比べるとABSは強度もあり ただ、プリントアウトしただけでは |
↓
▼3Dプリント後のアセトン処理▼
ABS樹脂はアセトンで溶けるようで加工後のザラザラした表面を、ツルツルさせる処理には最適らしく、
所有している3Dプリンターメーカーの、オフィシャルサイトにも紹介されていました。
積層したABSフィラメントの表面が溶けることで一体化して強度も上がるので一石二鳥です。
ただ、アセトンは取扱いが難しく気化も早いので、
密閉されたケース内でファンを使って気化するアセトンを、かき混ぜる仕組みを作りたいと思います。
 PLA樹脂で作ったパーツ類です。 |
 PC用の小型ファンも用意 |
ABS樹脂で作ってしまうと、溶けてしまうのでPLA樹脂でパーツを作ってみました。
パソコン用のファンって溶けたり変形したりしないのか疑問だったりしますが、
先ずは、実験的にチャレンジしてみます。
↓
 パーツを接着剤で固定します。 |
 磁石で固定する方法です。 |
 ファン側にも磁石を取付け |
↓
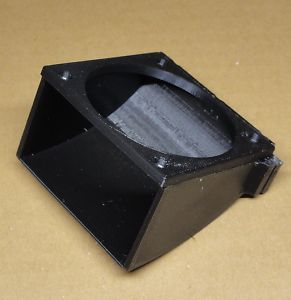
密閉が出来て3Dプリントしたパーツが余裕で入るケースサイズをホームセンターで探して、
「ASVEL キッチンボックス 品番7539 F-35」を見つけました。当然、アセトンを入れても溶けません。
 試しに、自作したファンを取付 |
 上蓋に磁石で固定されています。 |
↓
アセトン溶剤は、FRP加工をしてた時に購入していた残りがあったので、
新たに購入することなく実験が出来るので助かりました。
 これが、アセトンと ケミカルスポイト10㎖タイプ |
 ケース内に3Dプリントした加工品を 均等に並べてます。 |
↓
 ケース内に、20㎖程度のアセトンを入れてファンを回転させて、 60分程度待ちました。(アセトンの量は実験段階です) |
アセントがそれなりに気化してABS樹脂の表面を溶かした形跡があってので、
ABS樹脂が完全に硬化するまで、更に数時間屋外で放置しておきました。
↓
 アセトン処理前 |
 これが、アセトン処理後 |
↓
 |
表面の凸凹が殆ど消えて、 強度も増した感じがします。 表面がアセトンで溶けた関係で、 テカテカな表面を見ると、 ただ、アセトンが触れなかった、 |
↓
耐水ペーパーで表面を仕上げたいのですが、ABS樹脂をどのくらいの番目で削って良いのか不明なので、
先ずは、320番と600番の耐水ペーパーを使って実験しながら表面を綺麗にします。
 全くツヤは無くなりましたが・・ |
 理想な仕上がりになりそうです。 |
この続きは「新・シフトノブ(Ver2) 製作への道のり2」で紹介します。
-------------------------------------------------------------------------------------------------------------------