
JBL1500AL用エンクロージャーの制作案内
 |
本製作の材料 前項の”仕入れる材料−5”の続きです。 左の長い板材を大まかに短くカットして右側に 積み上げていきます。 屋根の庇を越える程の量になりました。 |
 |
積層ドーナツ状板材の製作−1 本作品に必要となる幅広の板材は殆どありませんので 幅狭の板材をつなぎ合わせて幅広の板材を作ります。 画像はつなぎ合わせて接着圧締している様子です。 この作業の前には上記項目の短くカットした板材の四面を 平行/直角/同じ板厚にする加工が必要です。 前項の”スケールモデルの製作−1”を参照。 一枚の板材重量が約25Kgで締め具を合わせて総重量が 約40Kg、左右両チャンネルで48枚必要となります。 無垢材家具の机やテーブルの製作では天板製作が ひとつの山場なのですが、それが48枚ですから その物量が分かろうと言う物です。 堅く重いハードメープルの板厚が約45mmで総重量が 1トン以上の部材を機械加工、つなぎ合わせ部分の 鉋加工する事などを考えますと経験者なら逃げ出したくなると 思う程の物量です。 |
 |
積層ドーナツ状板材の製作−2 つなぎ合わせる直前の巾狭板材を並べた状態です。 上に載っているのは積層ドーナツ状板材の加工後の姿ですが 余裕を持って一回り大きめの幅広板材を製作しておきます。 後方両側の三角状に残る端材は曲面反射板となります。 |
 |
積層ドーナツ状板材の製作−3 積層ドーナツ状板材を製作する為の型です。 設計図より実物大の図面を引いて正確に丁寧に製作します。 この型の精度がそのまま本体構造の精度につながります。 |
 |
積層ドーナツ状板材の製作−4 製作した幅広の板材に上記の型で形や位置決め用の 穴を写し取りジグソーで切り出します。 材料が重く大きいので帯鋸(バンドソー)は使えません。 その事が作業効率を大きく変えています。 但し外側の切り出しの時です。 国内や海外の殆どのジグソーはハードメープル45mm厚を 切断する事が出来ません、曲線切りはなおさらです。 画像の欧州製ジグソーが私の知る唯一の機械です。 それでも切断スピードは秒速約1mmです。 中距離走のスタート姿勢を維持した様なままで 数週間この作業が続きます。 注)これを読んだ関連メーカーの方で異論のある方は 連絡下さい、歓迎します。 |
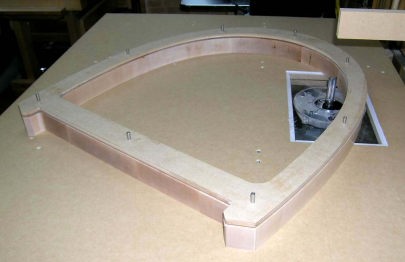 |
積層ドーナツ状板材の製作−5 加工完了した積層ドーナツ状板材と型と 位置決めピンの組み合わさった様子。 実際の加工は画像の部材等が上下逆となり 画像に見えるルータービット付け根のベアリングと 型が沿うようにして加工します。 |
 |
積層ドーナツ状板材の製作−6 加工完了した積層ドーナツ状板材です。 ジグソーで切り抜いた線を外側と内側共に 型に沿って正確な曲線に仕上げます。 この部材が21段積み重ねて本体を構成します。 |
 |
積層ドーナツ状板材の製作−7 加工完了した積層ドーナツ状板材です。 この板材は天板と底板となります。 正面バッフル板の外側と同一面となりますので 上記の本体構成部材とは形状が違います。 |